
Lāzera virsmas apstrāde ir tehnoloģija, kas izmanto liela jaudas blīvuma lāzera staru, lai bezkontakta veidā uzsildītu materiāla virsmu, un tā virsmas modifikāciju realizē, izmantojot pašas materiāla virsmas vadošu dzesēšanu.Ir izdevīgi uzlabot materiāla virsmas mehāniskās un fizikālās īpašības, kā arī detaļu nodilumizturību, izturību pret koroziju un noguruma izturību.Pēdējos gados lāzera virsmu apstrādes tehnoloģijas, piemēram, lāzera tīrīšana, lāzera rūdīšana, lāzera sakausēšana, lāzera trieciena stiprināšana un lāzera atkausēšana, kā arī lāzera apšuvums, lāzera 3D drukāšana, lāzergalvanizācija un citas lāzera piedevu ražošanas tehnoloģijas ir pavērušas plašas pielietojuma iespējas. .

1. Lāzera tīrīšana
Lāzera tīrīšana ir strauji attīstās jauna virsmu tīrīšanas tehnoloģija, kas izmanto augstas enerģijas impulsa lāzera staru, lai apstarotu apstrādājamā priekšmeta virsmu, lai netīrumi, daļiņas vai pārklājums uz virsmas varētu nekavējoties iztvaikot vai izplesties, tādējādi panākot tīrīšanas procesu. un attīrīšana.Lāzera tīrīšana galvenokārt tiek sadalīta rūsas noņemšanas, eļļas noņemšanas, krāsas noņemšanas, pārklājuma noņemšanas un citos procesos;To galvenokārt izmanto metāla tīrīšanai, kultūras relikviju tīrīšanai, arhitektūras tīrīšanai utt. Pamatojoties uz tā visaptverošajām funkcijām, precīzu un elastīgu apstrādi, augstu efektivitāti un enerģijas taupīšanu, zaļās vides aizsardzību, substrāta bojājumu, intelektu, labu tīrīšanas kvalitāti, drošība, plašs pielietojums un citas īpašības un priekšrocības, tas ir kļuvis arvien populārāks dažādās rūpniecības jomās.
Salīdzinājumā ar tradicionālajām tīrīšanas metodēm, piemēram, mehānisko berzes tīrīšanu, ķīmisko korozijas tīrīšanu, šķidru cietu spēcīgu triecienu tīrīšanu, augstfrekvences ultraskaņas tīrīšanu, lāzera tīrīšanai ir acīmredzamas priekšrocības.
2. Lāzera dzēšana
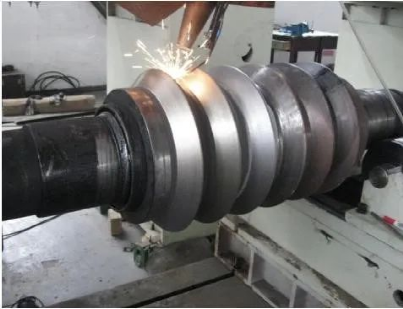
Lāzera dzēšanai kā siltuma avots tiek izmantots augstas enerģijas lāzers, lai ātri padarītu metāla virsmu karstu un aukstu.Rūdīšanas process tiek pabeigts uzreiz, lai iegūtu augstu cietību un īpaši smalku martensīta struktūru, uzlabotu metāla virsmas cietību un nodilumizturību un veidotu spiedes spriegumu uz virsmas, lai uzlabotu noguruma izturību.Šī procesa galvenās priekšrocības ir neliela siltuma ietekmētā zona, neliela deformācija, augsta automatizācijas pakāpe, laba selektīvās dzēšanas elastība, augsta rafinētu graudu cietība un vieda vides aizsardzība.Piemēram, lāzera punktu var noregulēt, lai dzēstu jebkuru platuma pozīciju;Otrkārt, lāzera galva un vairāku asu robota savienojums var dzēst sarežģīto daļu norādīto zonu.Piemēram, lāzera dzēšana ir ļoti karsta un ātra, un dzesēšanas spriegums un deformācija ir maza.Sagataves deformāciju pirms un pēc lāzera rūdīšanas var gandrīz ignorēt, tāpēc tas ir īpaši piemērots tādu detaļu virsmas apstrādei, kurām ir augstas precizitātes prasības.
Pašlaik lāzera slāpēšana ir veiksmīgi izmantota neaizsargātu daļu virsmas stiprināšanai automobiļu rūpniecībā, veidņu rūpniecībā, datortehnikas instrumentos un mašīnbūves nozarē, jo īpaši, lai uzlabotu neaizsargāto daļu, piemēram, zobratu, vārpstu virsmu, vadotņu, žokļu un veidnes.Lāzera dzēšanas īpašības ir šādas:
(1) Lāzera dzēšana ir ātrs sildīšanas un pašiniciatīvas dzesēšanas process, kam nav nepieciešama krāsns siltuma saglabāšana un dzesēšanas šķidruma dzēšana.Tas ir bez piesārņojuma, zaļš un videi draudzīgs termiskās apstrādes process, un tas var viegli ieviest vienmērīgu dzēšanu uz lielu veidņu virsmas;
(2) Tā kā lāzera sildīšanas ātrums ir ātrs, siltuma ietekmētā zona ir maza un virsmas skenēšanas sildīšanas dzēšana, tas ir, momentāna lokālā sildīšanas dzēšana, apstrādātās formas deformācija ir ļoti maza;
(3) Lāzera stara mazā novirzes leņķa dēļ tam ir laba virzība, un tas var precīzi lokāli nodzēst veidnes virsmu caur gaismas virzīšanas sistēmu;
(4) Lāzera virsmas rūdīšanas cietinātā slāņa dziļums parasti ir 0,3–1,5 mm.
3. Lāzera atkausēšana
Lāzera atkausēšana ir termiskās apstrādes process, kurā tiek izmantots lāzers, lai uzsildītu materiāla virsmu, ilgstoši pakļaujot materiālu augstai temperatūrai un pēc tam lēnām atdzesējot.Šī procesa galvenais mērķis ir atbrīvot spriedzi, palielināt materiāla elastību un stingrību, kā arī radīt īpašu mikrostruktūru.To raksturo spēja pielāgot matricas struktūru, samazināt cietību, rafinēt graudus un novērst iekšējo spriegumu.Pēdējos gados lāzera atkausēšanas tehnoloģija ir kļuvusi arī par jaunu procesu pusvadītāju apstrādes rūpniecībā, kas var ievērojami uzlabot integrālo shēmu integrāciju.
4. Lāzeršoka stiprināšana
Lāzera trieciena stiprināšanas tehnoloģija ir jauna un augsta tehnoloģija, kas izmanto plazmas triecienvilni, ko rada spēcīgs lāzera stars, lai uzlabotu metāla materiālu pretnogurumu, nodilumizturību un izturību pret koroziju.Tam ir daudz izcilu priekšrocību, piemēram, bez siltuma ietekmes zonas, augsta energoefektivitāte, īpaši augsts deformācijas ātrums, spēcīga vadāmība un ievērojams stiprinošais efekts.Tajā pašā laikā lāzera trieciena stiprināšanai piemīt dziļākas atlikušās spiedes sprieguma īpašības, labāka mikrostruktūra un virsmas integritāte, labāka termiskā stabilitāte un ilgāks kalpošanas laiks.Pēdējos gados šī tehnoloģija ir sasniegusi strauju attīstību, un tai ir liela nozīme kosmosa, valsts aizsardzības un militārajā rūpniecībā un citās jomās.Turklāt pārklājumu galvenokārt izmanto, lai aizsargātu sagatavi no lāzera apdegumiem un uzlabotu lāzera enerģijas absorbciju.Pašlaik visbiežāk izmantotie pārklājuma materiāli ir melnā krāsa un alumīnija folija.
Lāzera attīrīšana (LP), kas pazīstama arī kā lāzera trieciena tīrīšana (LSP), ir process, ko izmanto virsmu inženierijas jomā, tas ir, impulsu lielas jaudas lāzera staru izmantošana, lai radītu materiālos atlikušos spriegumus, lai uzlabotu nodilumizturību. (piemēram, nodilumizturība un noguruma izturība) materiāla virsmām vai lai uzlabotu plānu materiālu daļu izturību, lai uzlabotu materiālu virsmas cietību.
Atšķirībā no vairuma materiālu apstrādes lietojumu, LSP neizmanto lāzera jaudu termiskai apstrādei, lai sasniegtu vēlamo efektu, bet izmanto staru triecienu mehāniskai apstrādei.Lieljaudas lāzera stars tiek izmantots, lai ar lieljaudas īsu impulsu ietekmētu mērķa sagataves virsmu.
Gaismas stars iedarbojas uz metāla sagatavi, nekavējoties iztvaiko sagatavi plānā plazmas stāvoklī un rada triecienviļņa spiedienu uz sagatavi.Dažreiz sagatavei tiek pievienots plāns necaurspīdīga apšuvuma materiāla slānis, lai aizstātu metāla iztvaikošanu.Lai radītu spiedienu, plazmas (parasti ūdens) uztveršanai izmanto citus caurspīdīgus apšuvuma materiālus vai inerciālos traucējumu slāņus.
Plazma rada triecienviļņu efektu, pārveido sagataves virsmas mikrostruktūru trieciena punktā un pēc tam ģenerē metāla izplešanās un saspiešanas ķēdes reakciju.Šīs reakcijas radītais dziļais saspiešanas spriegums var pagarināt komponenta kalpošanas laiku.
5. Lāzera sakausēšana
Lāzera sakausēšana ir jauna virsmas modifikācijas tehnoloģija, ko var izmantot, lai sagatavotu amorfus nanokristāliski pastiprinātus metālkeramikas kompozītmateriālu pārklājumus uz konstrukcijas daļu virsmas atbilstoši dažādiem aviācijas materiālu ekspluatācijas apstākļiem un augsta enerģijas blīvuma lāzera stara sildīšanas un kondensācijas ātruma īpašībām, tāpēc lai sasniegtu aviācijas materiālu virsmas modifikācijas mērķi.Salīdzinot ar lāzera sakausēšanas tehnoloģiju, lāzera apšuvuma tehnoloģijai ir raksturīga neliela substrāta atšķaidīšanas attiecība pret izkausētu baseinu, neliela siltuma ietekmes zona, neliela sagataves termiskā deformācija un neliels sagataves lūžņu daudzums pēc lāzera apšuvuma apstrādes.Lāzera apšuvums var ievērojami uzlabot materiālu virsmas īpašības un salabot nolietotus materiālus.Tam ir augsta efektivitāte, ātrs ātrums, zaļa vides aizsardzība un bez piesārņojuma, kā arī laba sagataves veiktspēja pēc apstrādes.
 6. Lāzera apšuvums
6. Lāzera apšuvums
Lāzera apšuvuma tehnoloģija ir arī viena no jaunajām virsmu modifikācijas tehnoloģijām, kas atspoguļo virsmas inženierijas attīstības virzienu un līmeni.Lāzera apšuvuma tehnoloģija ir kļuvusi par pētniecības centru titāna sakausējumu virsmas modifikācijā, pateicoties tās priekšrocībām, kas saistītas ar pārklājumu un pamatni bez piesārņojuma un metalurģiskas kombinācijas.Lāzera apšuvuma keramikas pārklājums vai ar keramikas daļiņām pastiprināts kompozītmateriālu pārklājums ir efektīvs veids, kā uzlabot titāna sakausējuma virsmas nodilumizturību.Atbilstoši faktiskajiem darba apstākļiem izvēlieties piemērotu materiālu sistēmu, un lāzera apšuvuma tehnoloģija var sasniegt vislabākās procesa prasības.Lāzera apšuvuma tehnoloģija var salabot dažādas bojātas detaļas, piemēram, aerodzinēju lāpstiņas.
Atšķirība starp lāzera virsmas sakausējumu un lāzera virsmas apšuvumu ir tāda, ka lāzera virsmas sakausēšanai ir pilnībā jāsajauc pievienotie sakausējuma elementi un substrāta virsmas slānis šķidrā stāvoklī, lai izveidotu sakausējuma slāni;Lāzera virsmas apšuvums ir jāizkausē viss iepriekšējais pārklājums un mikro kausēta substrāta virsma, lai apšuvuma slānis un substrāta materiāls veidotu metalurģisku kombināciju un apšuvuma slāņa sastāvs būtībā nemainītos.Lāzera sakausēšanas un lāzera apšuvuma tehnoloģija galvenokārt tiek izmantota, lai uzlabotu titāna sakausējumu virsmas nodilumizturību, izturību pret koroziju un šķirošanas izturību.
Šobrīd lāzerapšuvuma tehnoloģija ir plaši izmantota metāla virsmu remontā un modifikācijā.Tomēr, lai gan tradicionālajam lāzera apšuvumam ir elastīgas apstrādes, īpašas formas remonta, lietotāja noteiktas piedevas utt. priekšrocības un īpašības, tā darba efektivitāte ir zema, un tā joprojām nevar apmierināt liela mēroga ātras ražošanas un pārstrādes prasības. daži ražošanas lauki.Lai apmierinātu masveida ražošanas vajadzības un uzlabotu apšuvuma efektivitāti, radās ātrgaitas lāzerapšuvuma tehnoloģija.
Ātrgaitas lāzera apšuvuma tehnoloģija var realizēt kompaktu un bez defektu apšuvuma slāni.Apšuvuma slāņa virsmas kvalitāte ir kompakta, metalurģiska saistīšanās ar pamatni, bez atklātiem defektiem, virsma ir gluda.To var apstrādāt ne tikai uz rotējošā korpusa, bet arī uz plaknes un sarežģītas virsmas.Pateicoties nepārtrauktai tehniskajai optimizācijai, šo tehnoloģiju var plaši izmantot ogļu, metalurģijas, jūras platformās, papīra ražošanā, civilajās iekārtās, automašīnās, kuģos, naftas un kosmosa rūpniecībā, un tā var kļūt par zaļo pārstrādes procesu, kas var aizstāt tradicionālo galvanizācijas tehnoloģiju.
7. Lāzergravēšana
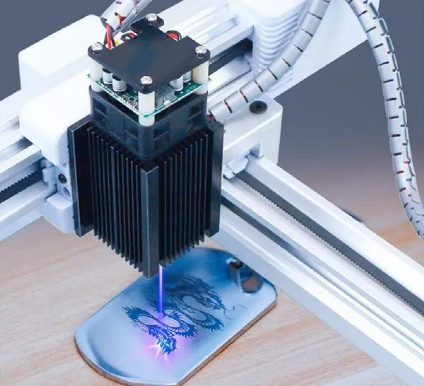
Lāzergravēšana ir lāzera apstrādes process, kurā tiek izmantota CNC tehnoloģija, lai projicētu augstas enerģijas lāzera staru uz materiāla virsmu, un izmanto lāzera radīto termisko efektu, lai radītu skaidrus rakstus uz materiāla virsmas.Apstrādes materiālu kušanas un gazifikācijas fizikālā denaturācija lāzergravēšanas apstarošanas laikā var ļaut lāzergravēšanai sasniegt apstrādes mērķus.Lāzergravēšana ir lāzergravēšana, lai uz objekta iegravētu vārdus.Ar šo tehnoloģiju izgrebtajiem vārdiem nav iedobumu, priekšmeta virsma ir gluda un plakana, un rokraksts netiks nolietots.Tās īpašības un priekšrocības ietver: drošu un uzticamu;Precīza un rūpīga, precizitāte var sasniegt 0,02 mm;Apstrādes laikā taupīt vides aizsardzību un materiālus;Ātrgaitas, liela ātruma gravēšana saskaņā ar izvades rasējumiem;Zemas izmaksas, ko neierobežo apstrādes daudzums utt.
8. Lāzera 3D druka
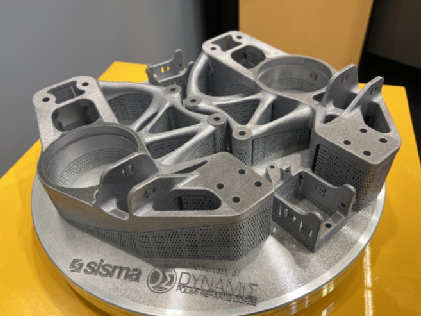
Procesā tiek izmantota lāzera apšuvuma tehnoloģija, kas izmanto lāzeru, lai apstarotu pulvera plūsmu, ko transportē ar sprauslu, lai tieši izkausētu vienkāršu vielu vai sakausējuma pulveri.Pēc lāzera stara aiziešanas sakausējuma šķidrums ātri sacietē, lai realizētu sakausējuma ātru prototipēšanu.Pašlaik tas ir plaši izmantots rūpnieciskajā modelēšanā, mašīnu ražošanā, aviācijā, militārajā jomā, arhitektūrā, filmās un televīzijā, sadzīves tehnikā, vieglajā rūpniecībā, medicīnā, arheoloģijā, kultūrā un mākslā, tēlniecībā, juvelierizstrādājumos un citās jomās.
9. Tipiski lāzera virsmu apstrādes un pārstrādes rūpnieciskie pielietojumi
Pašlaik lāzera virsmu apstrādes un piedevu ražošanas tehnoloģijas, procesi un iekārtas tiek plaši izmantotas metalurģijā, kalnrūpniecības iekārtās, veidnēs, naftas enerģijā, aparatūras instrumentos, dzelzceļa tranzītā, aviācijā, mašīnbūvē un citās nozarēs.
10. Lāzergalvanizācijas tehnoloģijas pielietojums
Lāzera galvanizācija ir jauna augstas enerģijas staru galvanizācijas tehnoloģija, kurai ir liela nozīme mikroelektronisko ierīču un liela mēroga integrālo shēmu ražošanā un remontā.Patlaban, lai gan lāzergalvanizācijas, lāzerablācijas, plazmas lāzeruzklāšanas un lāzerstrūklas princips joprojām tiek pētīts, to tehnoloģijas ir pielietotas.Kad nepārtraukts lāzers vai impulsu lāzers apstaro katoda virsmu galvanizācijas vannā, var ne tikai ievērojami uzlabot metāla nogulsnēšanās ātrumu, bet arī datoru var izmantot, lai kontrolētu lāzera stara trajektoriju, lai iegūtu neekranētu pārklājumu. paredzamā sarežģītā ģeometrija.
Lāzera galvanizācijas pielietojums praksē galvenokārt balstās uz šādiem diviem raksturlielumiem:
(1) Ātrums lāzera apstarošanas zonā ir daudz lielāks nekā galvanizācijas ātrums ķermenī (apmēram 103 reizes);
(2) Lāzera vadības spēja ir spēcīga, kas var likt vajadzīgajai materiāla daļai nogulsnēt nepieciešamo metāla daudzumu.Parastā galvanizācija notiek uz visa elektroda pamatnes, un galvanizācijas ātrums ir lēns, tāpēc ir grūti veidot sarežģītus un smalkus modeļus.Lāzera galvanizācija var pielāgot lāzera staru mikrometra izmēram un veikt mikrometra izmēra neekranētu izsekošanu.Shēmu projektēšanai, ķēžu remontam un lokālai uzklāšanai uz mikroelektronisko savienotāju komponentiem šāda veida ātrgaitas kartēšana kļūst arvien praktiskāka.
Salīdzinot ar parasto galvanizāciju, tās priekšrocības ir:
(1) Ātrs pārklāšanas ātrums, piemēram, lāzera apzeltīšana līdz 1 μM/s, lāzera vara pārklāšana līdz 10 μM/s, lāzera strūklas apzeltīšana līdz 12 μM/s, lāzera strūklas vara pārklāšana līdz 50 μm/s;
(2) Metāla nogulsnēšanās notiek tikai lāzera apstarošanas zonā, un lokālo pārklājumu var iegūt bez ekranēšanas pasākumiem, tādējādi vienkāršojot ražošanas procesu;
(3) Pārklājuma adhēzija ir ievērojami uzlabota;
(4) Viegli realizēt automātisko vadību;
(5) Saglabājiet dārgmetālus;
(6) Ietaupiet ieguldījumus iekārtās un apstrādes laiku.
Kad nepārtraukts lāzers vai impulsu lāzers apstaro katoda virsmu galvanizācijas vannā, var ne tikai ievērojami uzlabot metāla nogulsnēšanās ātrumu, bet arī dators var kontrolēt lāzera stara kustības celiņu, lai iegūtu neekranētu pārklājumu ar paredzamo kompleksu. ģeometrija.Pašreizējā jaunā lāzera strūklas uzlabotās galvanizācijas tehnoloģija apvieno lāzera uzlaboto galvanizācijas tehnoloģiju ar galvanizācijas šķīduma izsmidzināšanu, lai lāzers un pārklājuma šķīdums varētu vienlaicīgi izšaut uz katoda virsmu, un masas pārneses ātrums ir daudz ātrāks par masas pārneses ātrumu. lāzera apstarošanas izraisīto mikro maisīšanu, tādējādi panākot ļoti lielu nogulsnēšanās ātrumu.

Nākotnes attīstība un inovācijas
Nākotnē lāzera virsmu apstrādes un piedevu ražošanas iekārtu attīstības virzienu var apkopot šādi:
·Augsta efektivitāte – augsta apstrādes efektivitāte, kas atbilst mūsdienu rūpniecības straujajam ražošanas ritmam;
·Augsta veiktspēja – iekārtai ir daudzveidīgas funkcijas, stabila veiktspēja un piemērota dažādiem darba apstākļiem;
·Augsts intelekts – intelekta līmenis nepārtraukti uzlabojas, ar mazāku manuālu iejaukšanos;
· Zemas izmaksas – iekārtu izmaksas ir kontrolējamas, un tiek samazinātas izejmateriālu izmaksas;
· Pielāgošana – personalizēta aprīkojuma pielāgošana, precīzs pēcpārdošanas serviss,
·Un salikšana – lāzertehnoloģijas apvienošana ar tradicionālo apstrādes tehnoloģiju.
Izlikšanas laiks: 17. septembris 2022